

文章前言
之前的文章中,我们了解了缸体常见类型及其关键特征,并介绍了工艺排布原则。
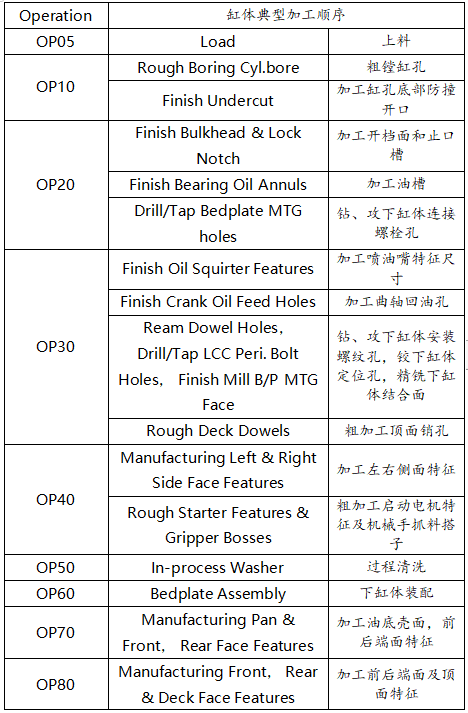
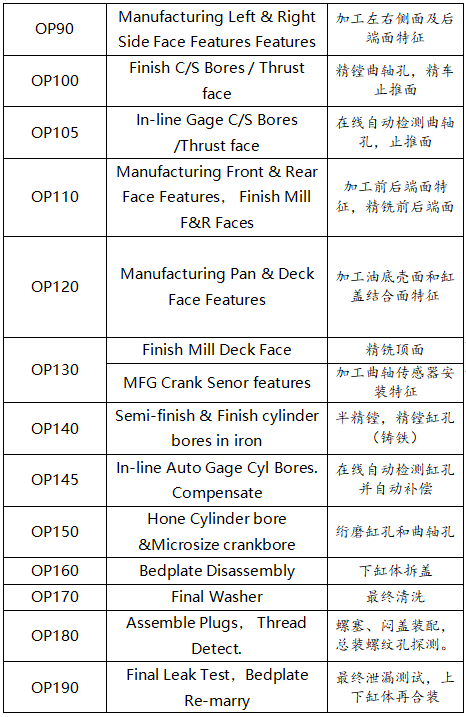
本期文章中,我们首先来了解一下缸体典型加工顺序。
随后,我们重点介绍珩磨,这种常见于缸体零件加工过程且比较小众的加工工艺。
01缸体典型加工顺序
02缸体加工常用刀具
缸体加工常用的刀具有铣刀、镗刀、铰刀、钻头、丝锥、气缸体珩磨刀具和曲轴孔铰珩头等。
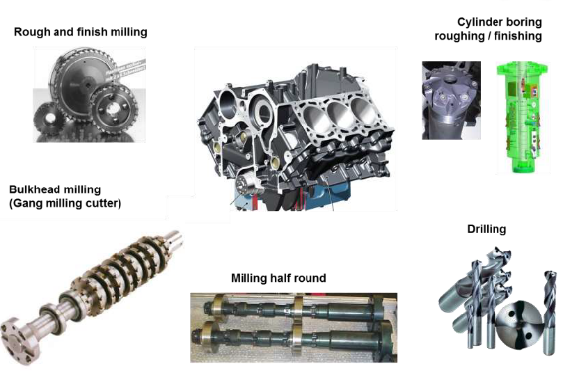
钻头铣刀等常见刀具,相信大家不用多介绍,下面的时间,留给小众的珩磨工艺吧。
03珩磨工艺概念
珩磨主要用于孔加工,是一种使工件加工表面达到高精度、高表面质量、高寿命的一种高效加工方法,可有效地提高尺寸精度、形状精度和减小Ra值,但不能提高孔与其他表面的位置精度。

04珩磨刀具材料
珩磨工艺的切削功能是由钎焊在珩磨头上的油石(条)来实现的。

珩磨的质量和效率主要取决于油石的切削性能:
油石的切削性能好,则珩磨速度快、效率高。
反之油石切削性能差,金属去除率低,则出现油石挤压缸孔,甚至撞碎油石的现象。此时缸孔的尺寸精度、形状精度和缸孔表面网纹状态都很差。
缸孔表面粗糙度也与油石的选择密切相关。
油石的切削性能取决于油石的磨粒材料、粒度和结合剂,最后表现于油石的硬度:
硬度高弹性低,切削性能差;硬度低,油石软,脱粒快,油石很快磨损。
珩磨常用的磨粒材料有金刚石、刚玉和碳化硅等,常用的切削性能好的是金刚石磨料。
用于粗珩时,油石常用粒度一般是151粒或126粒,常用的是D151金刚石珩磨条或D126金刚石珩磨条。
半精珩油石一般是64粒或46粒,常用的是D64金刚石珩磨条或D46金刚石珩磨条。
精珩(平台网纹珩磨)效果比较好的磨料是金刚石及碳化硅,常用的是D30金刚石珩磨条和C30碳化硅平台珩磨条。
05珩磨轨迹概述
珩磨加工过程中,珩磨加工参数的选择,既要考虑加工方式,又要考虑珩磨轨迹的合理分布。
加工中应避免加工轨迹的重复出现,保持珩磨轨迹在加工表面上的完整分布。
为保证珩磨加工表面质量,根据珩磨加工运动规律,应该进行珩磨加工轨迹的重复性分析和完整性分析。
珩磨轨迹重复性:
珩磨头工作时珩磨条重复自身的运动轨迹,无法形成均匀的网纹,应当避免。
珩磨轨迹完整性:
珩磨头加工完后内孔不存在未加工部分,应当保证。
 营销热线:400 008 1518
营销热线:400 008 1518
 报修热线:400 668 6559
报修热线:400 668 6559 taikan@szccm.com
taikan@szccm.com 深圳市宝安区新桥街道南浦路154号
深圳市宝安区新桥街道南浦路154号




